Νέα
Παρασκευή, 24 Ιουλίου 2026
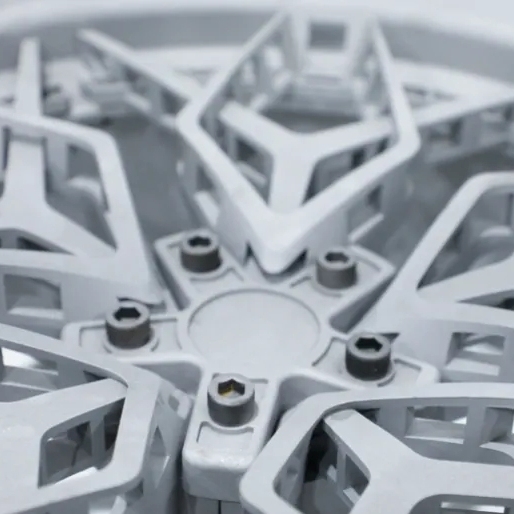
Lighter, Stronger, and More Distinctive
Metal 3D Printing for Custom Automotive Wheels

Πέμπτη, 25 Ιουνίου 2026
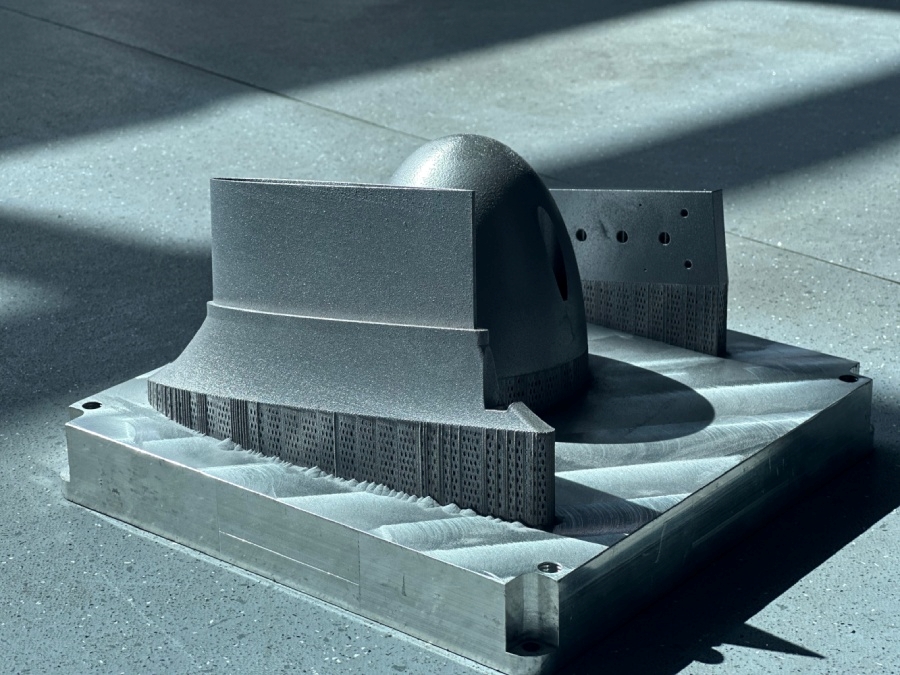
Production-Grade SLM in Practice: How HLH Prototypes Expands Metal AM Capacity with ZRapid Systems
Introduction: Scaling Metal AM in Service Bureau Reality
Τρίτη, 23 Ιουνίου 2026
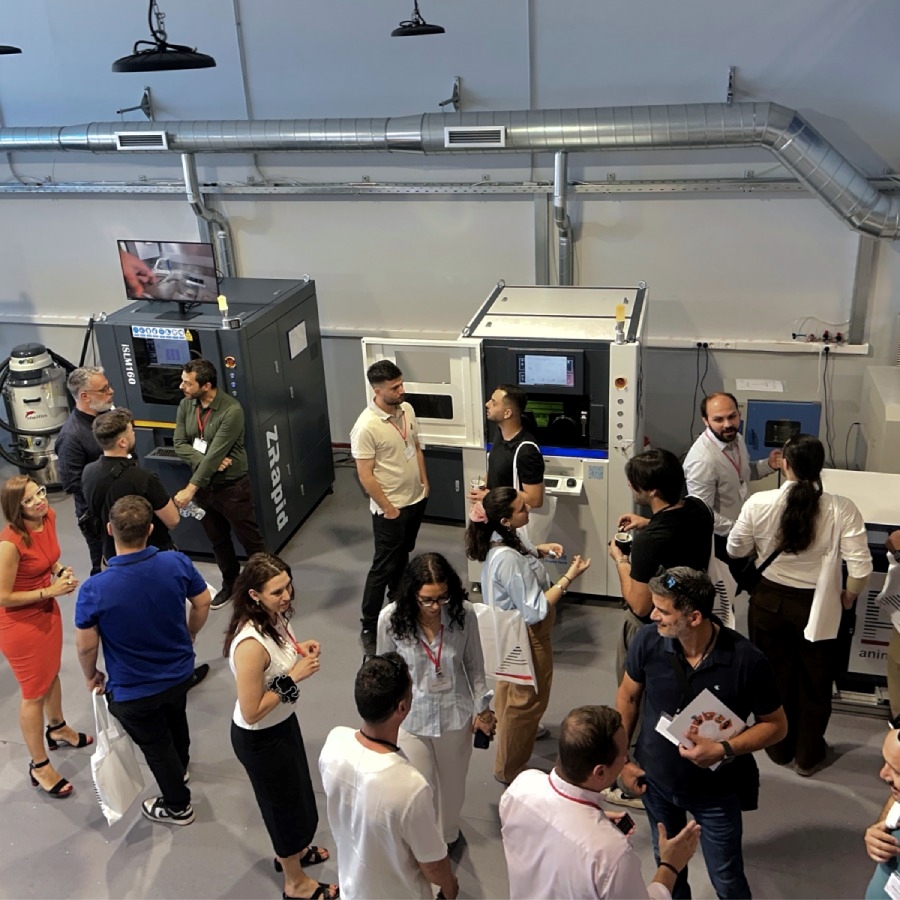
ANiMA 3D Printing Experience Day
Μια Μέρα Αφιερωμένη στο Additive Manufacturing
Τρίτη, 9 Ιουνίου 2026
Additive Manufacturing & Beyond - Episode 4
From Outsourcing to In-House Metal 3D Printing
Πέμπτη, 21 Μαΐου 2026
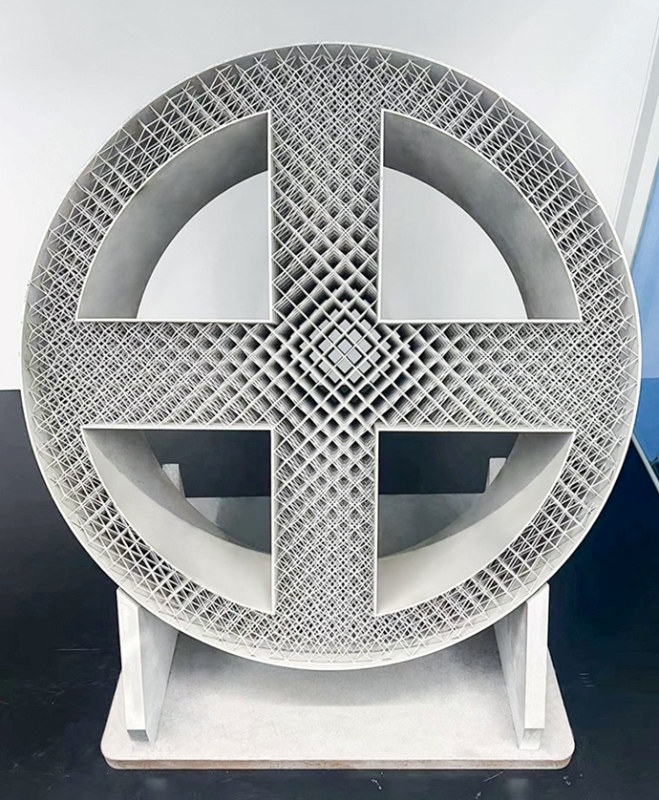
Μεταλλική Προσθετική Κατασκευή για Αμυντικές και Βιομηχανικές Εφαρμογές: Ελευθερία Σχεδιασμού και Ευελιξία Παραγωγής
To Metal Additive Manufacturing χρησιμοποιείται πλέον ολοένα και περισσότερο σε απαιτητικά βιομηχανικά περιβάλλοντα.
Τρίτη, 19 Μαΐου 2026
Additive Manufacturing & Beyond - Episode 3
How Metal 3D Printing Redesigned a Critical Industrial Component From Scratch
Πέμπτη, 14 Μαΐου 2026
From Outsourcing to In-House Metal 3D Printing
Why most companies do not start with in-house metal AM

Τετάρτη, 6 Μαΐου 2026
Η ANiMA στο Metal Show & TIB
Με ενθουσιασμό ανακοινώνουμε την παρουσία μας στο Metal Show & TIB, μία από τις πιο σημαντικές βιομηχανικές εκθέσεις στη Νοτιοανατολική Ευρώπη.
Τρίτη, 21 Απριλίου 2026
ESAFORM 2026
Είμαστε περήφανοι που ανακοινώνουμε ότι η ANiMA θα συμμετάσχει στο ESAFORM 2026 ως Gold Sponsor, μαζί με τους συνεργάτες μας, InssTek. Το συνέδριο θα πραγματοποιηθεί από τις 27 έως τις 29 Απριλίου 2026, στο Μέγαρο Μουσικής Θεσσαλονίκης.
Τετάρτη, 15 Απριλίου 2026
Case Study - Handsaeme Machinery (Βέλγιο)
Κατασκευή Τροχών Πύλης με Μεταλλική Προσθετική Κατασκευή

Πιστοποιήσεις