Νέα
Παρασκευή, 25 Οκτωβρίου 2024
From Constraints to Creativity: How Handsaeme Machinery Advances Industrial Innovation with Metal Additive Manufacturing
Handsaeme, a company known for its custom automation solutions, recently expanded its capabilities by incorporating metal additive manufacturing.

Πέμπτη, 17 Οκτωβρίου 2024
IMANEE 2024 Conference
We’re excited to announce that ANiMA will be sponsoring and attending the IMANEE 2024 Conference, taking place in Athens, Greece, from October 23-25.
Τρίτη, 27 Αυγούστου 2024
Handsaeme Machinery is finding practical ways to innovate
Handsaeme Machinery is finding practical ways to innovate in manufacturing, using the iSLM280 industrial metal 3D printer.

Πέμπτη, 29 Φεβρουαρίου 2024
Interview with ANiMA's Customer Business Development Manager
ANiMA's Customer Business Development Manager George Pantoleon's recent interview for Easy Engineering Magazine.
Πέμπτη, 22 Φεβρουαρίου 2024
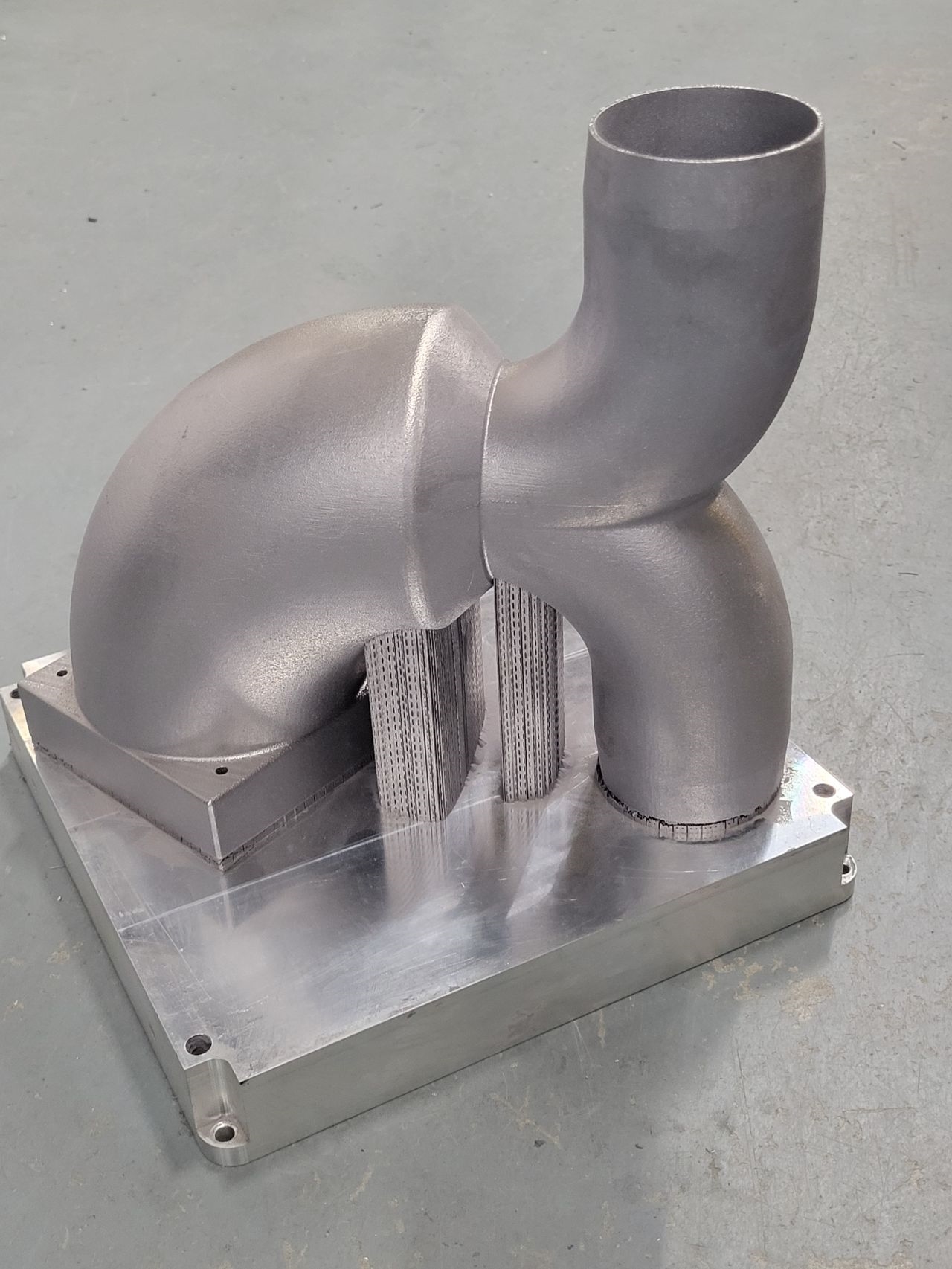
RoBétArmé Project Horizon Europe.
Thrilled to share insights from a recent milestone gathering with our esteemed partners in the RoBétArmé Project Horizon Europe.

Πέμπτη, 8 Φεβρουαρίου 2024
Μια κλεφτή ματιά στο μέλλον της ANiMA στον τομέα του 3D Printing και του R&D
Είμαστε ενθουσιασμένοι που μοιραζόμαστε με εσάς ένα συναρπαστικό νέο κεφάλαιο που ξεδιπλώνεται την ANiMA. Καθώς συνεχίζουμε να καινοτομούμε και να επεκτείνουμε τις δυνατότητές μας στο Additive Manufacturing, ξεκινάμε μια σημαντική ανακαίνιση για να προσθέσουμε 320 τετραγωνικά μέτρα στις εγκαταστάσεις μας.

Τρίτη, 12 Δεκεμβρίου 2023
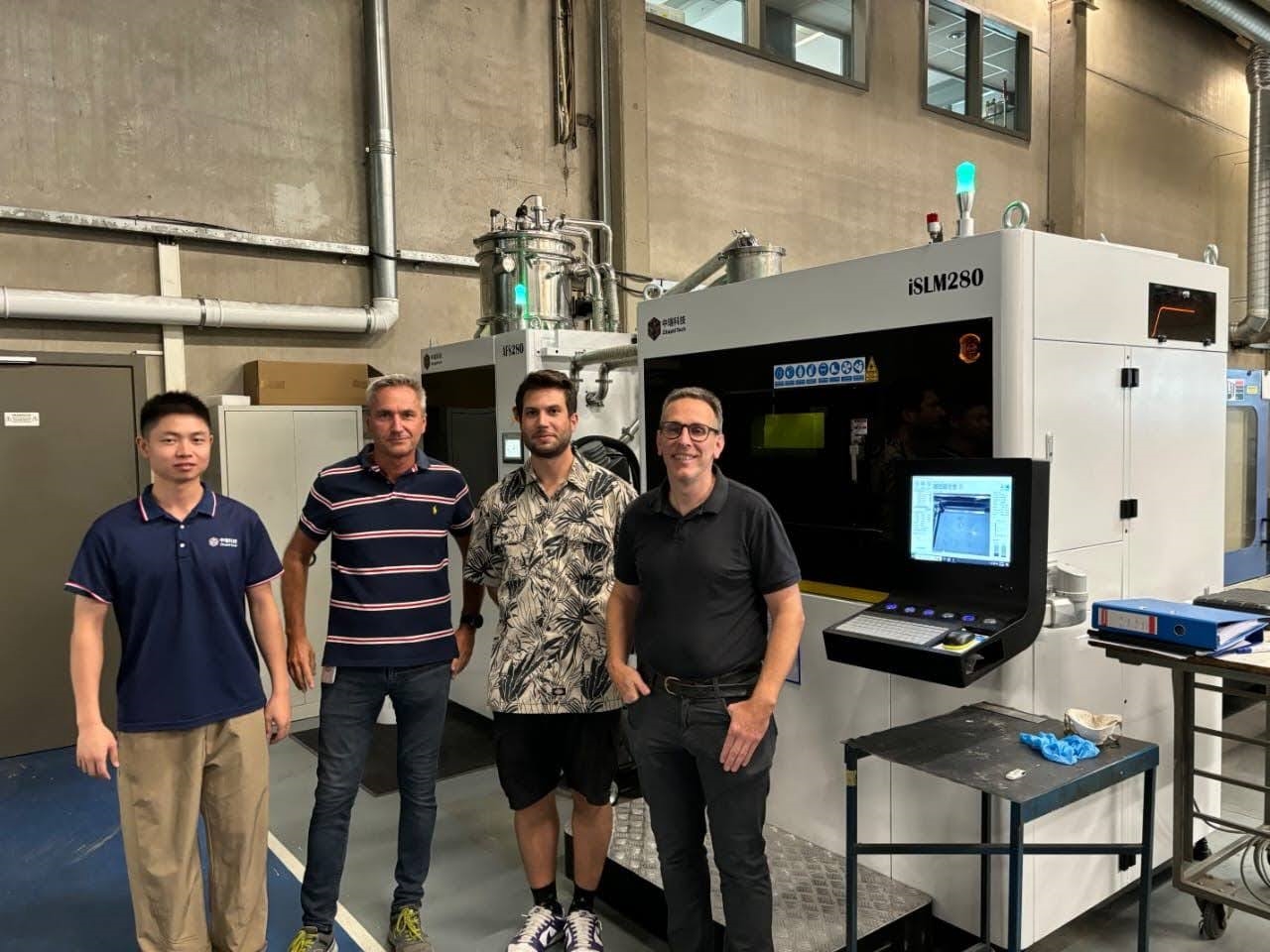
Συνδυάζοντας Additive Manufacturing και Topology Optimization
Στην ANiMA, έχουμε την τιμή να συμμετέχουμε σε ενδιαφέροντα και καινοτόμα έργα που ενσωματώνουν την προηγμένη τεχνολογία του Additive Manufacturing (AM), καθιστώντας μας μέρος της εξέλιξης της σύγχρονης μηχανολογίας. Πρόσφατα, είχαμε την ευκαιρία να συνεργαστούμε με έναν ταλαντούχο μεταπτυχιακό φοιτητή από το Ε.Μ.Π., ο οποίος εξέφρασε την προτίμησή του στην κατασκευή μέσω της τεχνολογίας Selective Laser Melting (SLM).

Τετάρτη, 15 Νοεμβρίου 2023
Formnext 2023 Recap
Reflecting on our recent participation at Formnext 2023, it's evident that this year marks yet another milestone in ANiMA's journey with ZRapid Technologies, showcasing our sustained partnership and commitment to the forefront of additive manufacturing. This effort was aimed at providing attendees with a hands-on experience and a closer look at the advancements in Additive Manufacturing, further solidifying our commitment to advancing these transformative manufacturing solutions.

Πέμπτη, 9 Νοεμβρίου 2023
Προάγοντας το Additive Manufacturing: Η Εγκατάσταση της ANiMA στη Vexma Technologies
Ο τομέας του manufacturing στην Ινδία βιώνει μια μεταμορφωτική περίοδο, με την πρόσφατη εγκατάσταση προηγμένων εκτυπωτών 3D από την ANiMA στο εργοστάσιο της Vexma Technologies στο Γκουτζαράτ να είναι ένα σημαντικό βήμα σε αυτή την κατεύθυνση.

Πέμπτη, 19 Οκτωβρίου 2023
formnext 2023
We are thrilled to announce the participation of ANiMA along with ZRapid in Formnext 2023

Πιστοποιήσεις