PETG VS PLA FILAMENT
Does your next project call for durable PETG filament? Or do you want to go for environmentally-friendly PLA? Learn the differences between PETG and PLA.
What's the Difference?
Both PETG and PLA filament belong to the polyester group of plastics. Like most FDM 3D printing filaments, both are also thermoplastics. That means they soften above a specific temperature, and become solid again once cooled down. In theory, this process can be repeated over and over again without degrading the material quality. Most PLA and many PETG filaments are available in both 1.75 mm diameter and 2.85 mm diameter.
So how do the two types of filament differ?
In short, if physical properties of the filament are a high priority for your 3D printing application, PETG would be the first to explore.
If, on the other hand, an exact and very good aesthetic is required for your project to hit the bullseye, you should probably go for PLA.
Differences in the Final Print

Even though there are similarities between the properties of an object 3D printed in PETG and PLA, each have their own unique properties:
Physical strength is generally higher with PETG compared to PLA.
Temperature tolerance is typically much higher with PETG. Some extreme PETG blends like Arnite 3040 from Nexeo 3D can handle peak temperatures of up to 250ºC. However, a more common tolerance for PETG is around 75ºC. With PLA, on the other hand, you generally have to keep 3D printed parts below 55ºC to keep them solid.
Outdoor use goes to PETG, as it handles weather and sun far better than PLA. On the other hand, PLA can be made much more durable when painted, protecting it from the elements.
Transparency is easiest to achieve with a PETG filament, with Taulman’s T-Glase as a good example.
Complicated forms can be more easily 3D printed using PLA on a dual extruder 3D printer. That’s because more good support materials are available for PLA than for PETG. If you’re 3D printing supports with the same material as the object itself, PLA can be easier to dial in for a smooth surface once the support material is removed.
Exact color matching is easier with PLA, a good example being this PLA from Innofil, with exactly matched RAL-color codes.
Post processing works better with PLA. If you need to paint your 3D print, acrylic paint can work well. But as always with paint, do some tests to verify good adhesion, durability and other properties important to your project. PLA is not easy to glue, but a good starting point would be to look for glue that handles polystyrene. PETG is something you don’t even want to try gluing. But if you do, let us know when you’ve succeeded in gluing PET bottles together!
Biodegradable and recycling puts PLA in first place. PLA will eventually return to its natural components if left outside for a long, long time. It can also be recycled and made to new filament, without any loss of quality! PETG doesn’t break down quite so easily, but it is totally recyclable.
Mimicking other materials is easily done with PLA, due to the many material blends available. If you need the look and feel of bronze, BronzeFill from Colorfabb might be a good choice. Or why not try Polishable Stainless Steel from Proto-Pasta, or PolyWood from Polymaker?
Differences in Printing
Because most of us probably started out FDM 3D printing with PLA filament, here are some points to consider when moving on to PETG:
Bed adhesion is simpler with PLA. While you can do without a heated bed when 3D printing PLA, PETG requires a bed temperature of around 50 to 70 ºC. PLA also warps less and adheres better to the bed with the same bed temperature as PETG. On glass, a dash of hairspray or some PVA glue works well for both filaments — clean glass, not so much. But on a PEI print bed, for example, PETG tends to stick too well. Use a little PVA glue to help prevent this, as the bed can become a little damaged from PETG sticking too well.
Print temperatures depend on which blends you use for both PETG and PLA, but PLA usually prints cooler. Just don’t go too cold, as this can cause nozzle clogging.
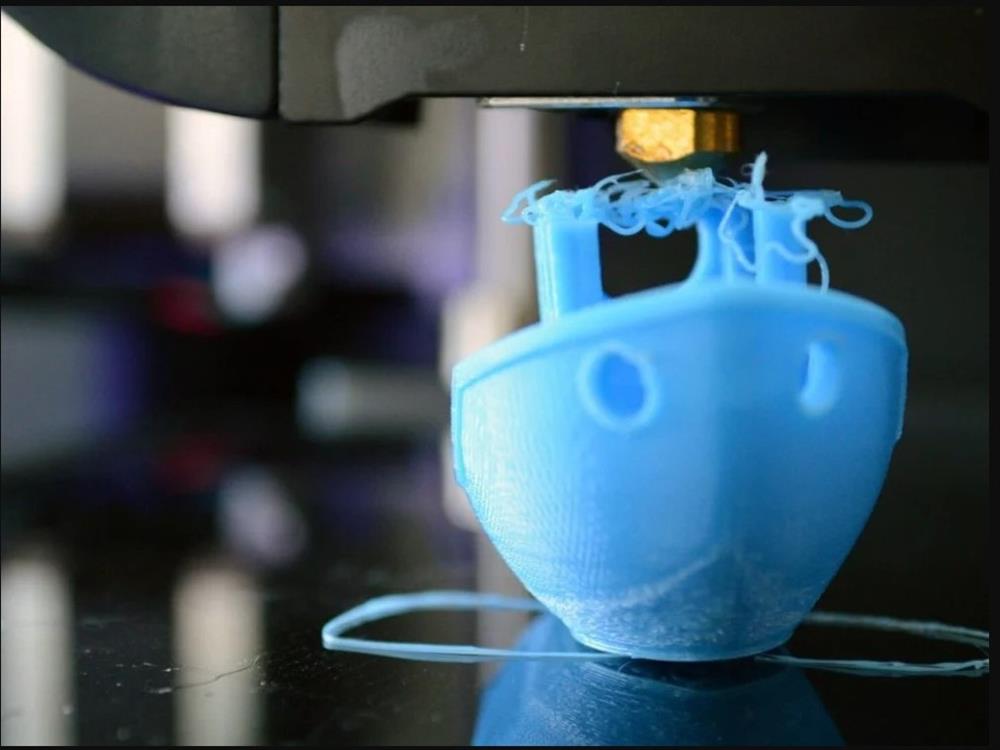
Stringing and oozing is more common with PETG. To reduce stringing and oozing, you can try printing with lower nozzle temperatures (but be careful not to lower the temperature to the point of nozzle clogging).
Nozzle gap often needs to be a bit bigger with PETG than PLA to prevent too much bed adhesion. If you mostly print with PLA, you can avoid readjusting the bed height (z-height) for PETG on the 3D printer by instead adjusting the z-height in the slicer for only that particular PETG 3D print job.
Filament density is higher for PETG compared to many blends of PLA, so be sure to check with the manufacturer data for the right setting. To give you an idea, a common density value for PLA is about 1.24 g/cm³, and for PETG 1.27g/cm³.
Supports work well for PETG and PLA, but the distance setting between the model and support often needs to be higher for PETG than for PLA.
Changing filament from PETG to PLA requires that you set the nozzle temperature to the one your PETG filament requires. Then feed the PLA with the higher temperature into the nozzle until you see only PLA extruding. Only after that is it safe to lower the nozzle temperature to the lower setting of PLA. This order is extremely important, as you otherwise risk clogging the nozzle with PETG at some of the lower PLA temperatures.
Product Names
For PETG, it’s sometimes not that easy to know that the material you’ve found is actually PETG. The filament type goes under a variety of product names from different manufacturers. And it’s probably worth trying out different brands, as each manufacturer blends their PETG in unique ways to achieve specific material properties.
Ultimaker calls their blend CPE, Colorfabb uses names like XT or NGen and manufacturer Taulman uses T-Glase.
With PLA, product names often indicate the blended-in material or property. BronzeFill from Colorfabb contains bronze powder, while HTPLA from Proto-Pasta can be annealed to handle higher temperatures.
Source: https://all3dp.com/2/petg-vs-pla-3d-printing-filaments-compared/?utm_source=push
ANiMA's Choice: